Ваша корзина пуста!
Нож Benchmade Proper







Больше интересных ножей в телеграмм канале наших друзей Четкий ножик. Любишь ножи подпишись на Чёткий ножик, там будет интересно. Ссылка ВОТ ОНА.
Нож Benchmade Proper относится к ножам которые можно классифицировать как EDC (Every day carry - ножи повседневного ношения). Рукоять ножа выполнена из материала G-10, на клинке стоит сталь 9CR14MOV. Нож обработан Satin (Сатинирование) на финише и имеет профиль клинка Drop point (Дроп поинт).
Нож Benchmade Proper имеет длинну клинка в 6.8 см. при общей длине ножа в 16.9 и тощине обуха в 2.5 мм.
| Технические характеристики | |
| Марка стали | 9CR14MOV Сталь производимая в Китае компанией Jiangsu China. Ближайшие аналоги AUS10, D2. Линейка сталей 9CR довольно широкая и одна марка от другой отличается только содержанием легирующего элемента хром (9CR13MOV, 9CR14MOV, 9CR15MOV....). Углерода в данной стали около 0,9% что позволяет калить данное железо до 58-60HRC без потери вязкости. Стали линейки 9CR - мартенистое железо, цена за ножи из которого выходит за рамки бюджетной и стремиться к среднему ценовому сегменту. Всё потому, что в отличии от ножей из сталей с маркировкой 8CR у ножей из 9CR наблюдаются более высокие показатели износостойкости, при тех же показателях вязкости и коррозионной стойкости. Возможно поэтому ножи из 9CR замечены у мировых производителей ножей, таких как CRKT, Schrade, Cold Steel. Ножи из стали 9CR можно рекомендовать как в качестве городского EDC так и для более уверенного, чем просто шашлык на даче, загородного отдыха.
|
| Твердость (HRC) | 58-60HRC HRC - единица обозначения твёрдости металла произведенная по методу Стенли Роквелла, где HR (Hardness Rockwel) - метод, а C - шкала прибора по которой происходит измерение (всего их 11). Суть метода заключается в измерении глубины проникновения конуса-идентора в материал под давлением. В качестве иденторов могут использоваться шарики из высокопрочных материалов (карбид-вольфрамовые) или алмазные конусы. Чем выше твёрдость металла, тем ниже его механические свойства, в частности ударная вязкость и устойчивость к боковым нагрузкам. Если говорить о стали, то за твёрдость в её составе отвечает углерод. Чем выше в процентном соотношении в составе стали углерода (С - Carbon), тем более высокие цифры HRC при закалке она покажет. Применительно к ножам это означает, что чем выше твёрдость, тем дольше нож сохраняет бритвенную остроту и заточку. Но нужно понимать, что чем выше твёрдость, тем выше содержание углерода, а чем выше содержание углерода, тем больше клинок подвержен коррозии. Конечно, существуют супер стали типа ZDP-189, где углерода 3% и при этом сталь остаётся ударно вязкой и устойчивой к коррозии, но и цена за такой нож будет весьма не маленькой. Именно поэтому не существует идеальной твёрдости и идеального ножа для всего. При выборе ножа важен баланс между сталью, задачами, которые ножу предстоит решать и вашим кошельком.
Стационарный твердомер и идентор в работе 
|
| Профиль клинка | Drop point (Дроп поинт) Наиболее часто встречающийся профиль клинка, самый универсальный, максимально заточенный под рез. С английского Drop Point можно перевести как «капля». В отличии от Clip point и Bowie профиль Drop point менее агрессивен и часто используется на EDC ножах. На сегодняшний день - это один из самых "ходовых" профилей в ножеделии. Ножеманы всего мира ценят ножи с Drop point за универсальность и рез.
|
| Тип режущей кромки | Plain (Плейн - ровная, без серрейтора) Тип заточки клинка с ровной режущей кромкой. Это наиболее распространенный вариант заточки, отличающийся в первую очередь своим универсализмом. Использовать ножи с такой заточкой можно при работе с любыми материалами, при этом эффективность определяется исключительно углом заточки. При работе с твердыми материалами лучше иметь режущую кромку с большим углом, в то время как минимальные углы более эффективны при работе с мягкими материалами.
 |
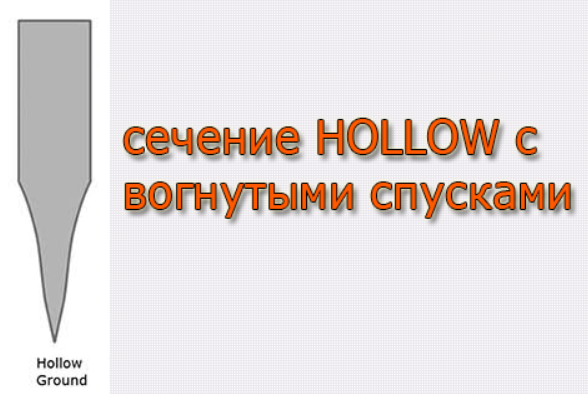
| Сечение клинка (шлиф) | Hollow grind (Вогнутые спуски) Hollow Grind - это сечение (или шлиф) клинка, имеющее вогнутую структуру, получаемую путем снятия металла с заготовки с двух сторон.
Благодаря простоте машинной обработки этот тип шлифа клинка производиться с помощью цилиндрических вращающихся режущих инструментов. Одни из первых такой тип сечения стали использовать на производстве опассных бритв в английском Шеффилде. Главным достоинством такого сечения является лёгкость в затачивании ножей подобной формы. Независимо от того нож это или бритва Hollow Grind точится уверенно и остро. С помощью заточки такого типа удобно делать не глубокие надрезы, которые получаются наиболее филигранными, точными и аккуратными. В глубину клинки с Hollow Grind режут несколько хуже, так как проникновению в материал мешает расширяющийся к обуху клинок. Главный недостаток, ножей с Hollow Grind - это очень тонкие края лезвия ближе к режущей кромке, которые могут быть подвергнуть выщербливанию или сминанию. Хотя данный фактор во многом зависит от толщины обуха изделия. У ножей как правило проблем с выщербливанием и сколами при таком шлифе нет, а данному дефекту могут быть подвержены прежде всего бритвы и особо тонкие виды костюмных ножей.
|
| Материал рукояти | G-10 Стеклотекстолит G-10 - композитный материал на основе стеклоткани и эпоксидной смолы. Один из самых распространённых материалов в мире для создания рукоятей ножей. При производстве G-10 стекловолокно вымачивают некоторое время в эпоксидных смолах после чего продукт помещается под пресс на длительное время. В результате на выходе мы получаем очень прочный, влагонепроницаемый и ударостойкий и не дорогой материал. G-10 прекрасно поддается обработке и окрашиванию. Данный материал используют в своих изделиях подавляющее большинство ножевых производителей.
|
| Финишная обработка клинка | Satin (Сатинирование) Satin, или сатинирование. Вариант финишной обработки клинка с продольным штриховым узором, как горизонтальным так и вертикальным. Satin это не только промышленная технология, но и вполне кустарная. Покрытие satin делается многими мастерами, в прямом смысле слова, на коленке при помощи шкурки. Сатин может быть вертикальны и горизонтальным, наиболее популярен вертикальный сатин. Satin - очень популярная обработка клинка, которая используется как крупными ножевыми производителями, так и ножеделами одиночками.
|
| Тип ножевого замка | Slip joint (Слип джоинт) Тип ножевого замка без жесткой фиксации лезвия. Один из самых простых по конструкции ножевых замков. Если вникнуть в саму суть конструкции Slip joint , то его и замком назвать нельзя: лезвие в открытом положение фиксирует спейсер, играющий роль пружины. Если к обуху клинка приложить некоторое усилие, то он с легкостью складывается. Жесткая фиксация клинка при такой конструкции не обеспечивается.
 |
| Система открытия | Насечка на клинке |
| Общая длина ножа (см.) | 16.9 |
| Длина клинка (см.) | 6.8 |
| Толщина обуха (мм.) | 2.5 |
| Вес ножа (гр.) | 70 |
| Тип ножа | EDC (Every day carry - ножи повседневного ношения) |
| Дополнительно содержит | Темлячное отверстие |
| Компания производитель | Benchmade |
| Страна изготовитель | Китай |